





产品中心
PRODUCTS
 德国高端系列
德国高端系列 瑞士高端系列
瑞士高端系列 美国高端系列
美国高端系列 意大利高端系列
意大利高端系列 欧洲高端系列
欧洲高端系列 以色列高端系列
以色列高端系列REV插削动力刀座
REV插削动力刀座
REV专注于键槽及内外齿形加工-中国独家代理-渭柏精密为您提供优质加工方案。
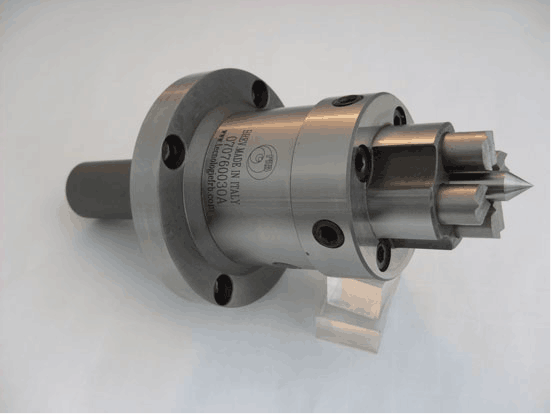
REV 机动化插削机的设计旨在以最有效的方式解决必须在数控车床上执行某些加工时遇到的问题,比如从简单的键槽到内齿或外齿轮廓。
REV 机动化插削机的设计旨在获得可能情况下的最大刚性。此特性可延长镶件的使用时间,并在加工表面上获得极佳的光洁度。
使用这种插削机具有很大的优势:除了执行加工的速度非常快之外,它不需要将工件移动到其他机器上,否则还将需要在其他机器上再次定位工件。
REV 机动化插削机有几种调节方式,有助于获得准确的加工,并可进行内部或外部加工。
REV 机动化插削机受专利保护。
.png)
对称性检查和误差纠正
纵向误差纠正
可以改变机动化插削机的工作角度。此操作用于纠正可能出现的纵向误差。要做到这一点,只需使用一只 5 毫米内六角扳手即可。
通过顺时针或逆时针旋转扳手,可以改变机动化插削机的切削角度。
这类调整方法受专利保护。
对称性纠正
为了纠正对称性错误,如果使用的是没有配备 Y 轴的车床,则只需拧松从正面将刀具固定在移动中央组件上的四个螺栓即可。
然后,使用 6 毫米六角扳手转动位于上述组件后面的 Y 轴调节销,这样可以将刀具移动 +/- 0.5 毫米,这足以有效地纠正缺少
的轴所造成的对称性误差。
这种类型的调整对于准确地在待加工工件的中心实现加工,是绝对必要的,并且是受专利保护的。
使用和维护
.png)
1)刀具固定螺钉
在针对对称性误差进行任何纠正之前,必须稍微松开刀具固定螺钉。在恢复工作之前,请确保重新拧紧刀具固定螺钉。
2)衬板调节螺钉
长时间使用插削机后,需要消除仪器中可能出现的间隙。松开六角螺母,然后拧紧中间螺钉,最后再次拧紧六角螺母。在插削机的所有四个衬板上执行此操作。
3)Y 轴调整销
它被用来纠正孔和我们正在执行的加工之间的任何对称性误差。松开刀具的固定螺钉 1 后,顺时针或逆时针旋转 Y 轴调节销,这样就可以沿 Y 轴移动刀具。
调节范围为 +/- 0.5,该范围足够普遍纠正没有配备 Y 轴的车床上存在的所有对称性误差。
4)切削角度调节螺钉
该螺钉用于纠正由于机械弯曲而引起的锥度误差。顺时针或逆时针旋转可以将切削角度更改大约 +/- 3°。该范围足以纠正任何可能存在的锥度误差。
5)注油嘴
这两个嵌入机动化插削机外部结构中的注油嘴,在使用仪器约 10 个小时后,可以用来注入油脂。上述时间是仪器实际使用的时间(请参见注油计算示例)。
6)用于内引的 3/8”内冷螺纹孔
所有刀具都配有冷却剂通行孔。与外引相比,内引是更推荐的选择,它允许将润滑剂引导到切削区域。
7)对齐区域
这是通过比较仪用来执行检查的区域。
8)将插削机固定到车床刀具塔上的螺栓
它们是将插削机固定到车床刀具塔上的螺栓。
初次使用
将插削机安装在车床上。稍微松开固定螺栓 8,然后使用比较仪对插削机进行对齐。后者必须放置在对齐区域 7 上。插削机完全对齐后,
请再次拧紧固定螺栓 8,并以每分钟 150 次的速度让插削机运行约 10 分钟。用普通的导轨用油润滑移动的滑架。这将有助于软化密封条
以及在使用前对插削机进行试运转。
上油
为了保持机械性能,我们建议每使用 10 个小时后,对插削机进行一次上油,上述时间是仪器实际使用的时间(请参见注油计算示例)。
最好使用 Persian Poligrease EP 1。
为了加注适量的润滑脂,必须按以下步骤进行操作:
拧下电动机盖板上油塞;
用专用加油器开始加注润滑脂;
当润滑脂从孔中流出时停止加注;
重新拧紧油塞,然后再次使用仪器。
注油计算示例
如果生产一个工件需要 2 分钟,完成单一
键槽需要 10 秒钟,那么在约 3600 件工件之后,执行注油。
维护
长时间使用(约 1000 小时)后,有必要对插削机进行维护,更换易磨损的零件,例如轴承、密封条等。
内部/外部加工
该机动化插削机能够执行内部或外部加工。
根据如下指示反转机动化旋转方向就可以了:
指令 M04 = 内部加工
指令 M03 = 外部加工。
根据是内部加工还是外部加工,必须通过将镶件定向在切削方向上来固定仪器。
S在返回阶段分离
在返回阶段,刀具将从已加工表面分离 0.25 毫米。这项移动操作对于保持镶件的完整性是必不可少的。
切削参数
为了确保刀头有较长寿命和加工过程中达到极佳光洁度,建议遵守推荐参数(请参阅参数表)。
各种材料上可实现的最大厚度和切削参数:
|
被加工材料
|
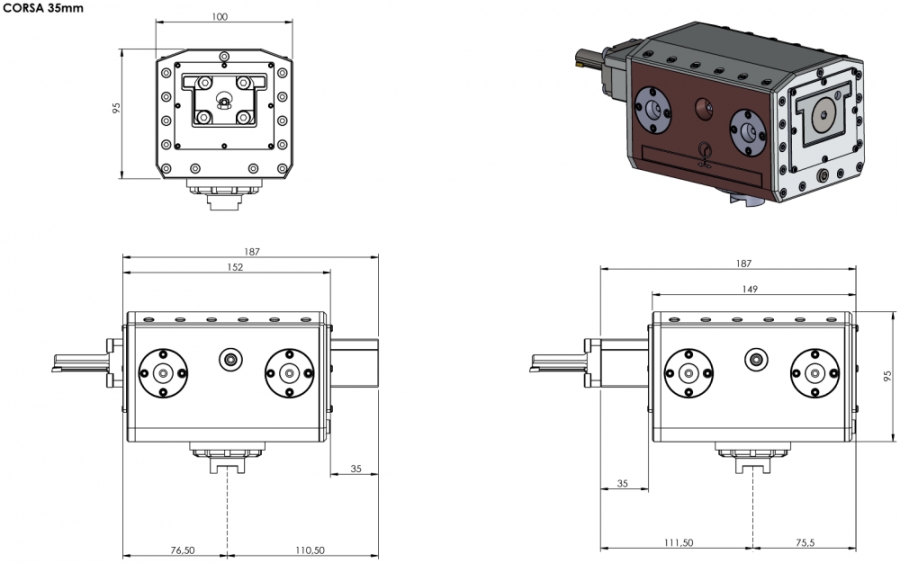
插削行程:35
|
插削行程:50
|
插削行程:65
|
切削速度
|
进给量
|
|
铝材
|
14 毫米
|
14 毫米
|
14 毫米
|
38 米/分钟
|
0.06-0.15mm
|
|
软钢
|
12 毫米
|
12 毫米
|
12 毫米
|
33 米/分钟
|
0.04-0.07mm
|
|
铸铁
|
12 毫米
|
10 毫米
|
10 毫米
|
28 米/分钟
|
0.04-0.07mm
|
|
普通钢
|
12 毫米
|
12 毫米
|
10 毫米
|
30 米/分钟
|
0.03-0.05mm
|
|
调质钢
|
10 毫米
|
10 毫米
|
10 毫米
|
25 米/分钟
|
0.02-0.04mm
|
|
不锈钢
|
10 毫米
|
10 毫米
|
10 毫米
|
25 米/分钟
|
0.02-0.04mm
|
|
塑料
|
14 毫米
|
14 毫米
|
14 毫米
|
40 米/分钟
|
0.07-0.15mm
|
|
青铜-黄铜
|
12 毫米
|
10 毫米
|
10 毫米
|
30 米/分钟
|
0.03-0.06mm
|
机动化插削机的加工示例:
1.外部轮廓加工
此短视频展示了外部加工:完成了一个外部开槽的轮廓 DIN 5482 模块 2.5 Z = 30。
加工材料为硬度 35 HRC 的合金钢。
单槽的完成时间为 4 秒,而完成整个齿形轮廓的总时间约为 2 分钟。
考虑到工具极高的刚性,所以加工非常简单并且具有极佳的光洁度。
为了正确且有效地使用此工具,公司可为客户提供专门开发的程序。该程序适用于市场上的所有数控车床。
.png)
2.内部加工
此短视频展示了内部加工:完成了 8 毫米厚的八个键槽。
加工材料为硬度 35 HRC 的合金钢。
单个键的完成时间为 6 秒,而八个加工过程需要的总时间约为 50 秒。
考虑到工具极高的刚性,所以加工非常简单并且具有极佳的光洁度。
为了正确且有效地使用此仪器,WB公司可为客户提供专门开发的程序。该程序适用于市场上的所有数控车床。
.png)
3.单键槽加工
.png)
4.带有180°相对槽的内部加工
.png)
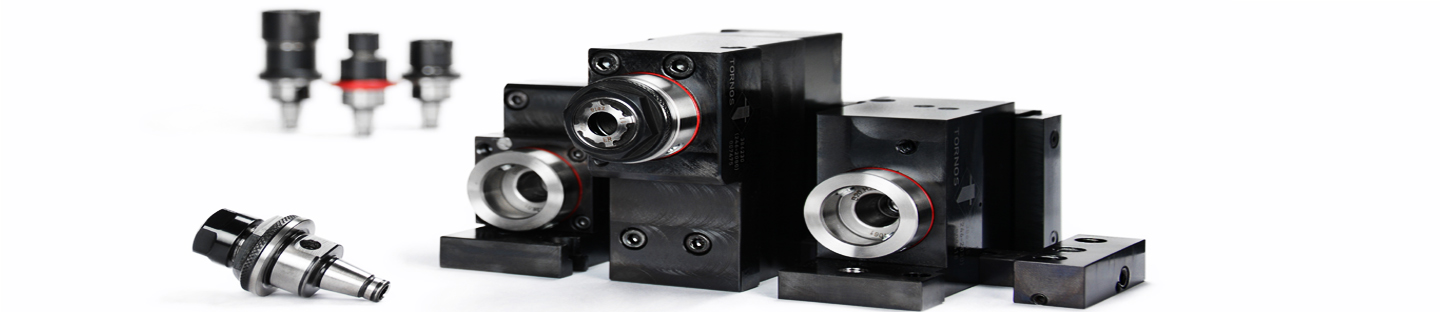
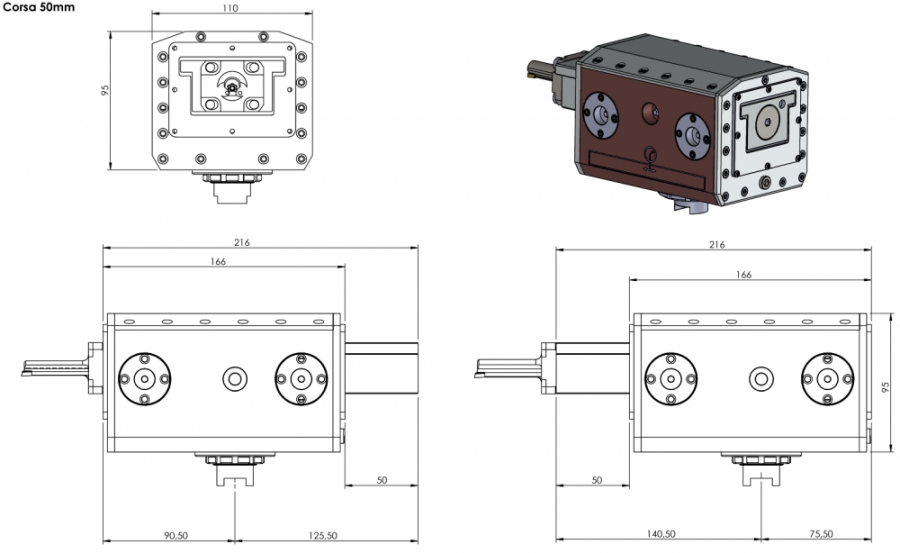
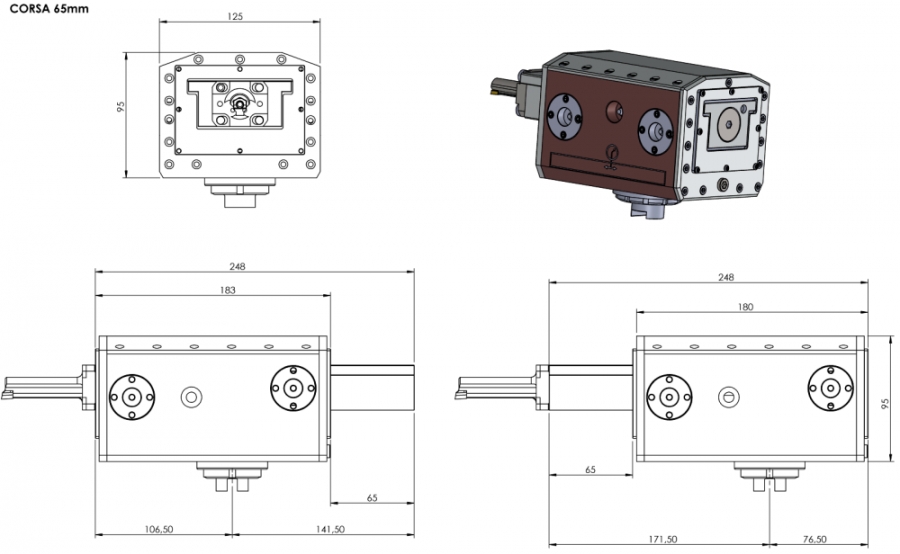
REV插削动力刀座型号:ST-35; ST-50; ST-65
ST-35
ST-50
ST-65
如果想了解更详细信息,请点击这里:http://www.revtool.cn
产品询价
您对该产品如有任何问题或有任何需求,请留言,谢谢。以下带*号的为必填选项!