





新闻资讯
NEWS
FRB端面驱动顶尖怎样维护 ?
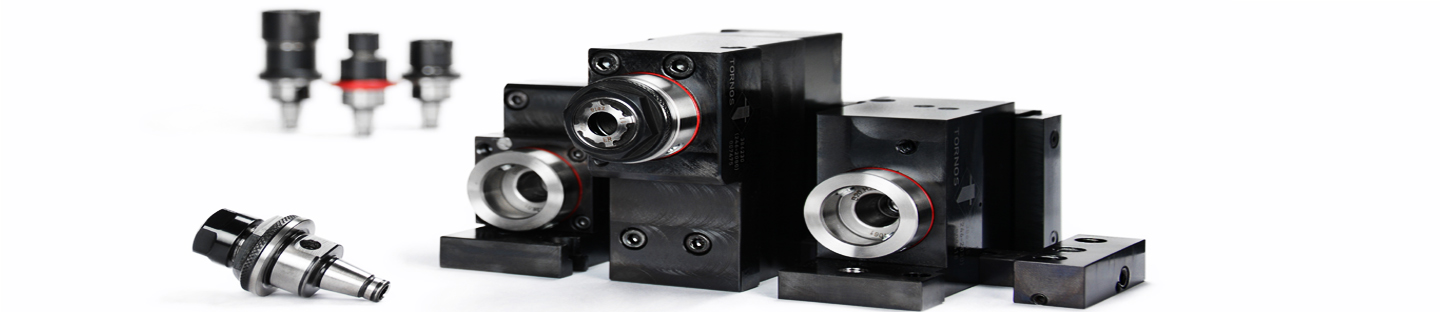
1.如何更换端面驱动的爪钳?
要更换端面驱动的爪,无需工具或扳手。只需用双手拿住爪钳让它沿轴线滑动,直到将其从原位置抽离。如有必要,可使用抹布或钳子辅助以便更好地抓取。重新装入爪钳时,将其沿驱动轴的方向滑动,同时将铣削表面朝外。如若驱动已经安装在机床上也可以完成操作,不会影响精度。此操作过程中,建议抹一层油脂。
2. 每隔多久需要修磨端面驱动的爪?
在零件加工时或工作运行中,端面驱动爪的磨损程度是很难量化的。不同的加工材料,操作系数等使得我们很难了解这项信息。可以这样说:
a)经常更换加工类型的人员,通过直观地观察刀片及刚结束加工的工件来判断,并决定何时对爪钳进行修磨(刀刃有磨平或微小裂缝)。如果驱动上的四个切口不再笔直,但只是轻微张开(呈扇形),此时应进行修磨。在这种情况下,只需稍微修磨零点几毫米。
b)如操作人员需加工大量工件,在达到上述磨损度之前,初始几次应标记出加工工件的数量。
3.端面驱动爪的刀刃上,在使它报废之前,我能磨掉多少毫米?
在修磨端面驱动爪的刀刃时,直到磨去3毫米的刀片。不建议打更多磨,为保证不影响中心尖的运行。在修磨过程中,要非常小心,不要加热刀片。
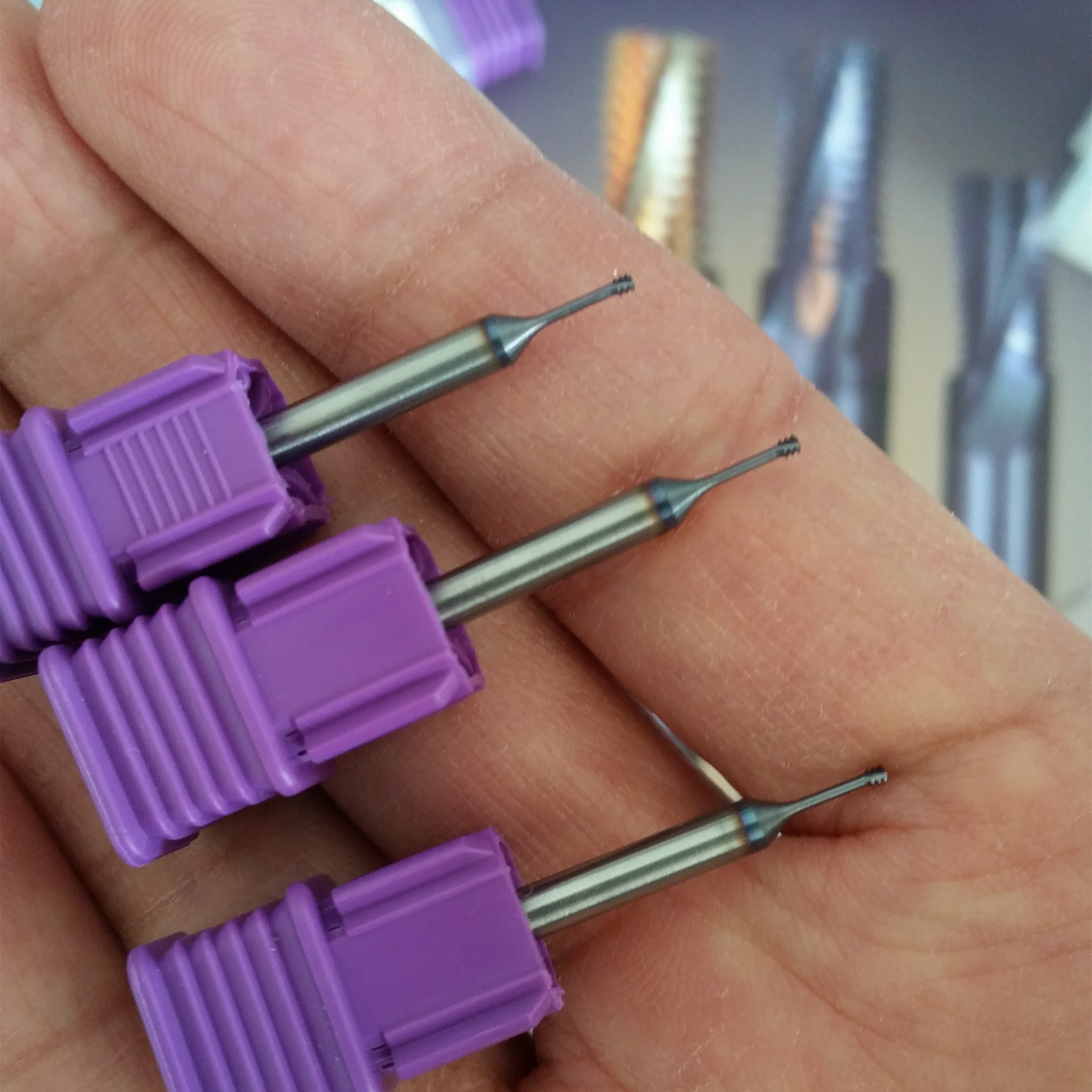
4. 如何更换端面驱动的中心尖?
a) 弹性顶尖驱动:要更换带有弹性顶尖端面驱动的中心尖,无需工具或扳手。只需用双手拿住中心尖让它沿轴线滑动,直到将其从原位置抽离。如有必要,可使用抹布或钳子辅助以便更好地抓取。重新装入中心尖时,将其沿驱动轴的方向滑动,直到到达支架位置。如若驱动已经安装在机床上也可以完成操作,不会影响精度。
b) 固定顶尖驱动:在带有固定顶尖的端面驱动里,有一个或两个销钉(根据型号)将中心尖固定。在更换之前,拧松销钉,一旦更换中心尖,需重新拧紧定位销钉,同时注意沿着顶尖再次铣削。
5. 每隔多久需要维护一次端面驱动?
端面驱动的维护并不是需要的,因为这种系统完全是机械性的。我们建议大约每加工400小时,需取出驱动的爪和中心尖,来检查其性能是否完好。需要将其润滑,这样表面可以产生一层薄膜,防止乳化水进入机身内部。
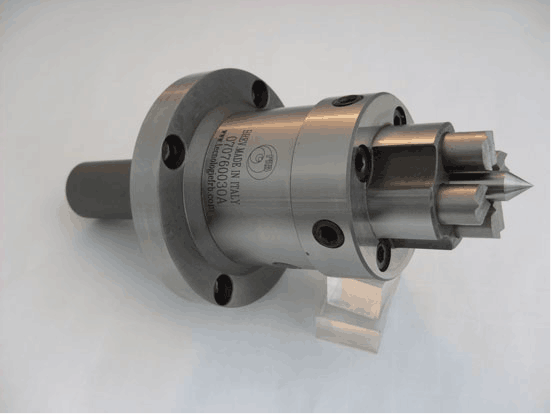
6. 顶端存在的径向销有何功能?
端面驱动顶端处有4个径向销,具备爪钳的抗旋转功能。它们的位置必须保证能够在2-3个零点几毫米的轴上转动。这些销在装配阶段已调节好,决不能随意乱动。
7. 端面驱动中的后置销有何功能?
端面驱动中存在的后置销(型号同弹性中心尖),可以将盘形弹簧预装载在里面。这项调整在装配阶段已完成,因此绝不要随意乱动后置销。
8. 如何定义端面驱动的旋转方向?
端面驱动上可以安装顺时针和逆时针旋转工作的爪钳。为了确定旋转方向,只需从前面观察。倾斜度较大的刀片一侧是用来牵引的。例如:右侧的倾斜边,顺时针旋转,左侧的倾斜边,逆时针旋转。一旦将驱动安装在机床上,要确保主轴旋转同驱动的爪钳旋转保持一致。
9. 我可以加工有孔的零件吗?…使用凹槽式中心尖。
使用端面驱动,也可以加工有较小或较大孔的局部,这取决于工件的特性。只需安装一个合适尺寸的凹槽式中心尖。当使用凹槽式顶尖时,需要一直检查爪钳的长度,其长度绝不能小于3毫米,即目录中指示的原始尺寸。也就是说,相比其原始长度,爪钳的打磨最大限度只能至3毫米。对于凹槽式顶尖的正确操作,当处于负载状况时,顶尖不能撞击爪钳口的平面处。
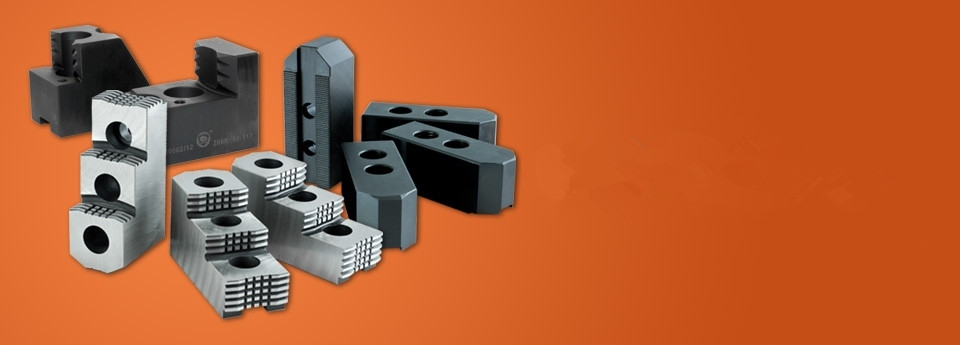
10. 我如何在自动定心夹盘上锁定端面驱动?
要正确地在自动定心夹盘上锁定端面驱动,需要做一个软夹钳的车削,来恢复夹盘轴向和径向的间隙。在三个夹钳之间固定一个适当直径的圆形法兰盘,获得其直径“D”;然后在直径“D”上固定一个合适的垫圈,获得直径“C”。
新闻资讯
- TECNOLOGIE FRB 2025新年伊始再次访问我司2025 -3- 15
- 关于FRB端驱假货不安全性通知2023 -5- 29
- 回顾2020中国机床行业热点新闻2021 -12- 16
- 发展历程2019 -8- 7
- 2017智博会/ DMP 已于12月1日完满结束!2017 -12- 4
- 2017广东国际机器人及智能装备博览会2017 -12- 4
- 汉诺威金属加工展会将于在德国汉诺威展览场地举行2017 -12- 4